Outils d'utilisateurs
Sidebar
trucs_astuces:utiliser_inkscape_avec_un_tour_numerique
Ceci est une ancienne révision du document !
Table des matières
Utiliser inkscape avec un tour numérique
 Le Fablab dispose d'un petit tour à commande numérique Proxxon PD 400, mais le logiciel fournis avec n'est pas simple d'utilisation et n'est pas libre donc impossible a installer sur sont ordinateur pour préparer tranquillement son travail. Heureusement depuis la version 0.91 inscape dispose en native d'une extension permettant de générer du GCode pour machine à commande numérique dont les tours.
Le Fablab dispose d'un petit tour à commande numérique Proxxon PD 400, mais le logiciel fournis avec n'est pas simple d'utilisation et n'est pas libre donc impossible a installer sur sont ordinateur pour préparer tranquillement son travail. Heureusement depuis la version 0.91 inscape dispose en native d'une extension permettant de générer du GCode pour machine à commande numérique dont les tours.
Je vais essayer de détailler comment j'ai donc utilisé Inkscape pour fabriquer un fichier GCode d'usinage pour le tour du fablab.
Problématiques
Durant mes différents essais j'ai rencontré 2 principaux problèmes :
- Le GCode supporté par la machine (ou plus particulièrement par nccad utilisé pour piloter la machine) n'est pas forcement complètement standard et en tous cas ne supporte pas directement les fichiers généré par l’extension inkscape. J'ai fini par trouver une façon de configurer le plugin ou avoir un fichier utilisable, pour me simplifier la tache j'ai fini par faire ma propre extension.
Pour simplifier le processus j'ai développé une petite surcouche au plugin présent par défaut dans inkscape résolvant ces deux problématiques.
Préparation
Le Dessin
 Fig. 1: Dessin de la forme à usiner (coupé en deux segments). L'origine est placé à droite.
Fig. 1: Dessin de la forme à usiner (coupé en deux segments). L'origine est placé à droite.
Dessiner la courbe que vous souhaitez usiner dans inkscape en tenant en compte les contraintes d'angles lié a l'outil utilisé. La forme correspondre au profil “du haut” de votre pièces.
La figure 1 correspond au au dessin d'une toupie en bois :
- La forme est découpée en deux partie pour permettre l'usinage avec deux outils différents (partie verte avec un outil incliné, puis partie bleue avec une pointe droite.)
- Le formes des outils (ne gris) permettent de vérifier que les forme a usiner sont correctes et que l'outil ne risque pas de buter contre de la matière durant l'usinage.
- L'origine est fixé sur l'axe de rotation a l’extrême droite de la pièce. Cet origine sera le même pour les deux usinages, cela simplifiera le repositionnement de l'origine lors du changement d'outil.
- Les deux usinages seront effectué de la droite vers la gauche.
- Une dépouille avec un angle supérieur a celui de l'outil est présente sur la partie gauche (bleue) pour éviter que l'outil ne bute contre le morceau non usiné.
Quelques astuces :
- Je garde généralement dans mon dessin une forme correspondant à l'angle de d’outil pour vérifier mes courbes.(les angles à usiner doivent toujours être supérieur à ceux de l'outil.)
- Il peut être utilise d'avoir plusieurs chemin si vous voulez usiner votre pièce en plusieurs fois. Dans ce cas utiliser plusieurs couleurs pour bien les différencier.
- Prévoir dans votre dessin les formes de dégagement pour éviter que l'outil ne force contre la pièce à usiner.
- Ajouter des flèches1) aux formes à usiner permet de bien vérifier la direction des mouvement d'usinage. Si le chemin n'est pas dans la direction souhaiter sélectionnez le puis aller dans Chemin » inverser pour changer sa direction.
 Ne pas redimensionner la page et conserver le A4 tel que par defaut (les bordure de la page sont de toutes façons pas importantes : le dessin peut être positionné où on le souhaite dans le document) sinon le GCODE généré risque d'être incorrectement positionné.
Ne pas redimensionner la page et conserver le A4 tel que par defaut (les bordure de la page sont de toutes façons pas importantes : le dessin peut être positionné où on le souhaite dans le document) sinon le GCODE généré risque d'être incorrectement positionné.
Ajouter l'origine
Aller dans Extensions » Programmation de commande numérique » Points d'orientation…, sélectionner 2-points mode, cliquer sur Appliquer puis sur Fermer.
Une flèche noire indiquant le point d'origine (point 0.0; 0.0; 0.0) a été ajoutée. Il faut déplacer cette flèche afin qu'elle pointe sur l'origine de notre dessin, généralement sur centre de rotation à l’extrémité droite de la pièce (cf. figure 1) .
(Une seconde flèche indique le point 0,100 mais nous ne nous en occuperont pas, elle sera déplacé avec la première).
Configurer l'outil et le vitesses
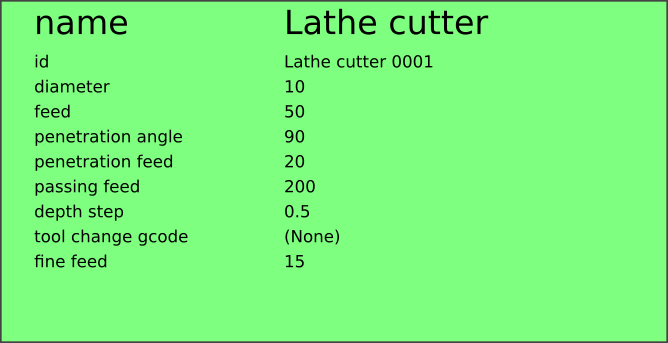 Fig. 2: Boite de configuration de l'outil, des vitesses de déplacement, des profondeur de passes et du diamètre d'usinage.
Aller dans Extensions » Programmation de commande numérique » Bibliothèque d'outils, sélectionner découpe au tour, cliquer sur Appliquer puis Fermer. Une zone verte (cf. figure 2) est ajoutée au document, permettant de régler certains paramètres. (utiliser l'outil texte pour modifier les valeurs présentes).
Fig. 2: Boite de configuration de l'outil, des vitesses de déplacement, des profondeur de passes et du diamètre d'usinage.
Aller dans Extensions » Programmation de commande numérique » Bibliothèque d'outils, sélectionner découpe au tour, cliquer sur Appliquer puis Fermer. Une zone verte (cf. figure 2) est ajoutée au document, permettant de régler certains paramètres. (utiliser l'outil texte pour modifier les valeurs présentes).
- diameter : Diametre de l'outils, en fait plus probablement correspondant au diametre de l'arrondi present au bout de l'outil. Je laisse la valeur par defaut généralement.
- feed : Vitesse de deplacement en usinage
- penetration angle : angle des deplacement lorsque l'outil avance pour usiner la passe suivante. Génralement je le laisse à 90° mais en fonction de l'util il peut être interessant d'utiliser d'autre angles (tests à faire, attention aux angles de dépouille)
- penetration feed : vitesse du deplacement lorsque l'util avance dans la matière pour effectuer le passe suivante.
- passing feed : vitesse de deplacement “rapide” lorsque la machine n'es pas en train d'usiner.
- depth step : epaisseur entre deux passage
- tool change gcode : GCode permettant de changer l'outil, nous n'utiliserons pas cette fonctionnalité.
- fine feed : vitesse de deplacement, généralement tres lente, durant les passes de finition.
Génération du GCODE
Une extension dédiée au tour du fablab
La traduction en français des paramètre du plugin inclus dans inkscape étant un peu hasardeuse et le besoin d'utiliser des post processeur afin d'obtenir un gcode compatible avec la machine m'a fait développer un plugin (en fait un simple surcouche au plugin existant) afin de simplifier la génération de gcode avec la machine. Ce plugin fait partie de la collection de plugin inkscape développée pour le fablab. (Se référer à la documentation du plugin pour son installation)
 Fig. 3: Plugin simplifiant la génération du gcode pour le tour du fablab;
Fig. 3: Plugin simplifiant la génération du gcode pour le tour du fablab;
Une fois le plugin installé:
Sélectionner la courbe à usiner puis aller dans “Extensions » Fablab » Tour numérique proxxon et configurez votre usinage (cf. figure 3) (cocher la case Aperçu en direct pour visualiser vos modifications).
- Nom du fichier : indiquer ici le nom du fichier qui sera généré (utiliser l’extension
.ngcafin que le fichier soit reconnu par le logiciel de la machine) - Ajouter un numéro au fichier : cocher cette option pour ajouter un numéro automatiquement au nom du fichier afin de ne pas écraser le précédent fichier généré.
- Répertoire de destination ; indiquer le répertoire (accessible en écriture) ou vous souhaitez enregistre votre fichier gcode.
- Profondeur de dégagement : Distance à laquelle l'outil va se déplacer lors de ses mouvement rapides, Je met généralement 5mm
- Rayon de la pièce a usiner : rayon du morceau de bois ou de métal que vous aller usiner (de la pièce de départ pas de celle une fois usinée. Ne pas hésiter a ajouter quelques millimètre afin d’éviter de taper si la pièce ne tourne pas tout a fait rond).
- Épaisseur des passe de finition : épaisseur en millimètre des passes effectuée en fin d'usinage a vitesse lente permettant de “lisser” la pièce. Généralement ce passes sont de faible épaisseur.
- Nombre de passes de finition
- Passe de finition créée par ; Méthode utilisé pour générer la courbe des passes de finition (a vous de tester je n'ai pas de préférence)
- Offset sur le chemin : utiliser l'outil offset (chemin » Offset dynamique) pour généré le chemin de la passe de finition, la passe est donc élargie sur les axes X et Z
- Déplacement du chemin : La forme est simplement décalée de l’épaisseur de la passe sur l'axe Z
Répéter l’opération avec les autres chemin si votre usinage est découpe en plusieurs morceaux.
Votre/Vos fichier(s) GCODE sont prêts, il ne vous reste plus qu'à aller sur le machine prévisualiser vos usinages et s'il sont correct usiner votre pièce.
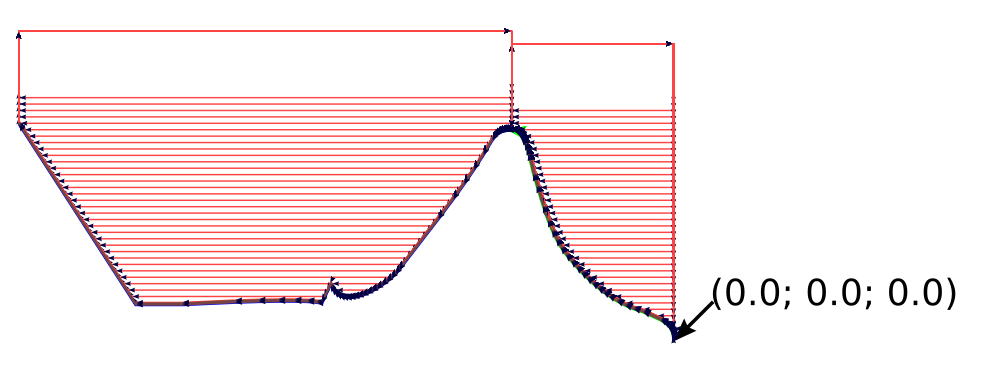 Fig. 4: Tracé d'usinage correspondant au gcode généré
Fig. 4: Tracé d'usinage correspondant au gcode généré
Avec l'extension tel qu'inclue dans inkscape
Quelques notes en vrac pour générer le gcode en utilisant directement le plugin nativement inclus dans inkscape (ou autrement dit ce que fait pour vous le plugin précédant) :
- penser à déplacer l'origine sur la droite de votre pièces pour qu'il soit positionné correctement sur la machine.
- virer les espaces supplémentaires “y 10” → “Y10”
- multiplier les valeurs en `X` par 2 (le logiciel de la machine fonctionne “en diamètre”)
- Créer des fichier de header footer correspondant
- Utiliser les post processeurs pour automatiser les taches: <http://www.cnc-club.ru/forum/viewtopic.php?t=78&hilit=postprocessor>
Post processeur utilisable pour le tour proxxon; x2 sur l'axe X (le logiciel fonctionne en “diamètre” et pas en “rayon”), suppression des espaces entre les arguments (X,Y,Z,I,…) et leur valeur.
scale(2);regex(r"([A-Z]) ([^ ]+)",r"\1\2");
Header file
>M10 O6.0
Footer file
M10 O6.0
Quelques liens
Quelques liens qui m'on permit de mieux comprendre le fonctionnement du plugin “Programmation de commande numérique ” pour les tours CNC :
- http://www.cnc-club.ru/forum/viewtopic.php?t=78&hilit=postprocessor (fonctionnement des post processeur)
1)
Dans Style du contour : sélectionner une forme de flèche dans la 3ème liste du champ Marqueurs
trucs_astuces/utiliser_inkscape_avec_un_tour_numerique.1472730435.txt.gz · Dernière modification: 2016/09/01 13:47 par bumblebee
Universcience -
Carrefour numérique² -
@CarrNum -
Cité des sciences et de l'industrie -
30 avenue Corentin Cariou 75019 Paris
Sauf mention contraire, le contenu de ce wiki est placé sous la licence suivante : CC Attribution-Share Alike 3.0 Unported
